Get In Touch With Us
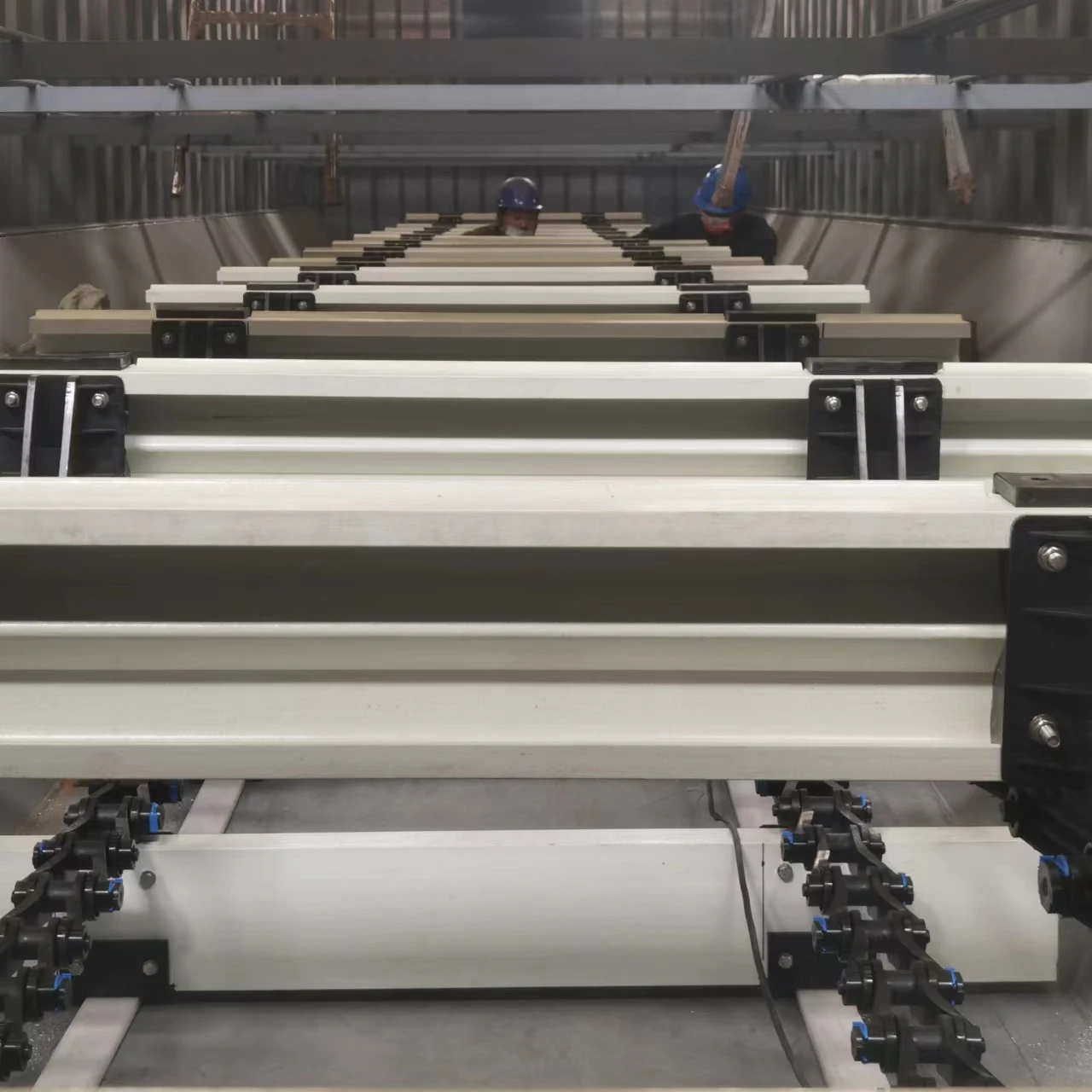
We are a professional manufacturer of non-metallic sludge scrapers for sewage treatment plants, with 18 years of in-depth industry experience, dedicated to solving the problem of corrosive medium sedimentation. Relying on a strict full-process quality control system and innovative technology, our equipment features high stability and an ultra-long service life. Moreover, with high efficiency, low energy consumption and easy maintenance, it helps you optimize the operational efficiency of sedimentation tanks and reduce costs.
From customized solutions to after-sales support, our professional team provides whole-process assistance. Welcome to contact us for a sewage treatment solution tailored to your needs!